天瑞直读光谱仪OES8000s广泛应用于钢铁及有色金属产品元素分析,快速、、稳定、可靠测试几十种元素,满足工业研发、工艺控制、进料检验、产品分选多方面检验需求,是生产金属产品的*设备。
全谱检测全面测试各种金属和元素
基于CCD检测器全谱测试技术,全面测试各种金属中元素的谱线,方便实现多基体、多元素的测试。
配置和补充测试基体、通道、分析程序极为方便,方便交货后在客户处补充测试元素、分析程序。
国际供应商提供核心部件
光谱色散元件——光栅由德国Zeiss/法国JY公司制造,保证优异的光谱分辨能力
光谱检测器——COMS探测器由日本滨松制造,确保谱线检测灵敏、低噪声
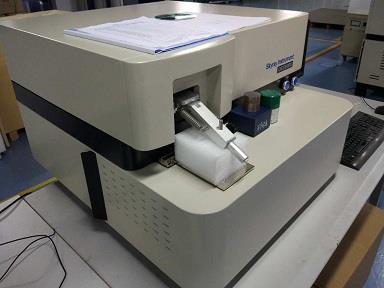
仪器体积小巧,方便维护和实验室放置。OES8000s是全面测试钢铁和有色金属材料元素的通用型仪器,可以满足包括:Fe基体、Cu基体、Al基体、Ti基体、Pb基体、
Mg基体、Co基体等基体要求,是金属元素分析的优选择。
全谱分析技术,方便配置更多基体和元素,方便在用户现场补充配置
仪器体积小巧,对实验室空间要求低
全天候工作,具有优异的稳定性和可靠性
样品测试速度快,单次测试过程少于40秒
仪器使用和维护简单、方便,对人员要求低
原厂安装分析程序,测试数据,适用合号齐全
配置标准化样品可对仪器进行周期性校正
不使用化学试剂,测试过程安全、环保

由于历史原因,以及生产组织的关系,直读光谱仪的使用单位,一般划在质量控制部门,但是直读光谱仪往往是与生产控制紧密衔接的,它参与生产前部分进厂原材料的控制、生产过程中产品的过程控制,后期产品的终质量控制。可以这样说,直读光谱仪是一类重要核心设备,不是简单的化验室设备。曾经参加一些机械展会、铸造展会、有色金属行业,企业的宣传上往往介绍他们公司有那些生产世界或国内的生产线,却忽视了直读光谱仪这类核心设备做出的品质保证。什么时候开始重视直读光谱仪这类设备呢?往往是企业出现了生产质量问题,这个时候首先大伙儿首先想到的化学成分。这就是现状。企业管理者这个时候才想到直读光谱仪品质原来这么的重要,后悔当初为了节约十几万元的成本,经过销售的轮番轰炸,认为这个多,技术已经成熟了,用啥都无所谓。其实,客观的讲,直读光谱仪的选择真的需要认真对待。
、考虑产品的市场占有率
直读光谱仪是一个经过相当长的市场、时间的积累,才能得到用户反馈的一类产品。经过时间的推移,市场大浪淘沙,像贝尔德、阿朗等适应不了市场的变化,逐步的倒闭。
第二、考虑产品检测的适应性
往往初筹建的时候,由于带着当前或一定时期的生产任务检测计划,只是简单的提出工艺控制环节几个关键元素或者依照当时生产产品的标准、行业标准、产品标准或接收方标准来进行直读光谱仪的选择。殊不知,市场变化瞬息万变,原来执行的标准随着时间的推移更改或者生产工艺控制更改,满足不了生产分析检测要求,有口难辨。为什么出现这种情况呢?从产品的检测器上,我们来说明一下。
a.PMT往往适用于超高精度、含量分析,厂家往往宣传管径的大小,这个是相对的一种概念,由于受到分析光室设计的大小,厂家往往从设计和成本上考量,使用PMT,而不是某些厂家宣传的管径越大,分析精度越好。
b.CCD是全谱直读型,设计的整个波段所有元素的谱线全部可以采集。这有一个好处,由于每个元素在不同浓度下,产生的特征谱线不同,CCD可以全部采集分析。如用PMT,若分析元素含量范围大,需要配置不同多支PMT,但实际上,仪器厂家由于成本的关系,只会配置用户提出需求的分析范围的PMT,后期只能进行产品升级(这个需要具体情况分析)。这就是CCD相比PMT的优势。
C.随着产品生产工艺的调整,每个生产厂会有一些特于其它厂家的生产技艺,反应在化学成分上,有两种情况,一种增加元素,一种是工作分析曲线。在后续提升改造中,CCD由于是全谱直读型,相比PMT型直读光谱仪(特征谱线)有相当大的优势。

工作条件
工作温度:15-30℃
相对湿度:≤70%
电 源:220±5V,单相50Hz,接地电阻<1Ω
实验室无震动、粉尘、强电磁干扰、强气流、腐蚀性气体
技术性能及指标
1. 分光室设计
帕邢-龙格结构,罗兰圆直径400mm
波长范围140 – 680nm
像素分辨率10pm
恒温33℃±0.2℃
材质铸造,保证光室形变小
间歇式真空系统,可保证真空泵运行时间小于5%
2. 凹面光栅
刻线密度3600l/mm
一级光谱线色散率:1.04 nm/mm
3. 检测器
高性能线阵CMOS
4. 分析时间
依样品种类而不同,一般少于40秒
5. 激发光源
http://www.tianruiyiqi.com






